Screening Theory
Screening Theory
Pulp Screening
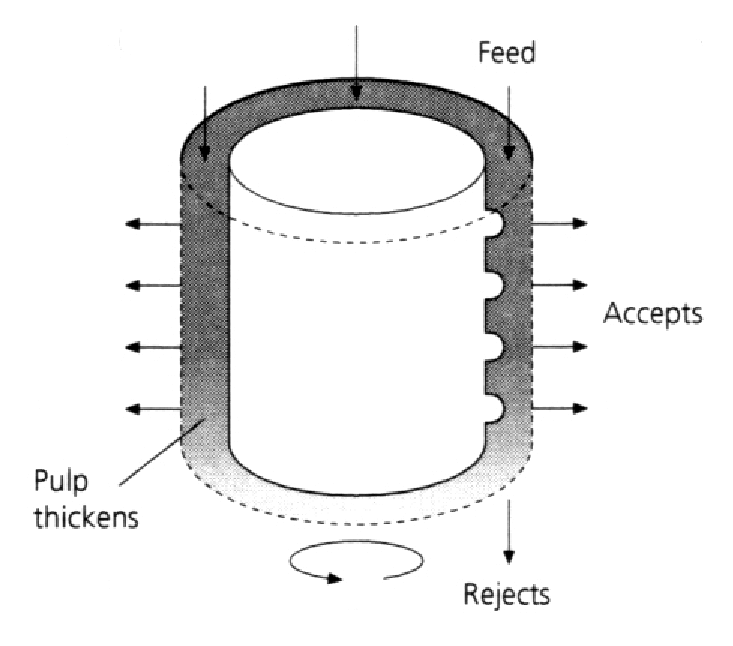
Pulp screening is an essential process in the manufacture of high-quality paper and board products. Screen performance is determined by the screen rotor and cylinder. Both components have been the subject of technical innovation that has led to: reduced power consumption, cleaner accept pulp, increased capacity, and reduced fiber loss. In the case of the rotor, small-scale turbulence and three-dimensional flow structures have been determined to be of at least equal significance to the backflushing effect of the rotor elements
Pulp screens remove fiber bundles, plastic specks and other oversize contaminants from pulp suspensions before pulp is made into paper. Virtually every pulp and paper mill has screens and they not only enhance the cleanliness of paper products, but increase the flexibility and economy of the pulping processes. Pulp screens promote a higher level of paper recycling through their ability to remove a wide range of contaminants at relatively low cost. They remove shives and fiber bundles from kraft pulp and minimize requirements for more expensive chemical bleaching treatments. Screens also fractionate mechanical pulp so that acceptable fiber can be fed forward without further refining, thus saving energy and preserving fiber strength.
Screen Capacity
Screen capacity is perhaps the most important screening parameter given mill requirements to produce large amounts of commodity products on an ongoing basis. One thus seeks to avoid having the screen system as a bottleneck to production. Capacity is also a reflection of robust screen operation and may indicate that smaller, more efficient, apertures or a lower rotor speed may be used without limiting mill operation
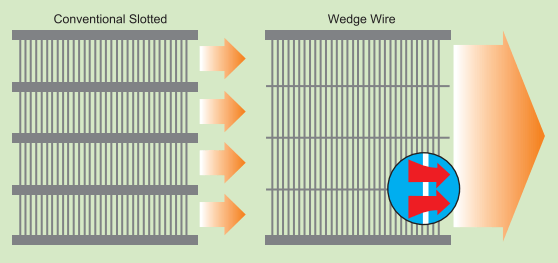
The definition of screen capacity is, as noted above, most commonly taken as the maximum accept mass flow rate. Feed consistency is typically set by other processes in the mill system, and the consistency drop from the feed- to- accept stream is relatively small. It is therefore useful to discuss capacity in terms of the maximum volumetric accept flow rate at different feed consistencies. This also serves to separate the flow (hydraulic) effects from consistency (fibre network) effects and supports an independent and fundamental understanding of each factor. Capacity will naturally increase as the “open area” of the screen cylinder through which flow can pass increases, which reflects both a simple increase in the size of the cylinder and changes in the width and spacing of slots, for example. Slot width is often specified for a particular screen application to ensure a particular level of contaminant removal. Thus, in a further attempt to distill the industrial process to more primitive terms and support more fundamental study, the issues of total screening area and open area will be set aside to consider increased capacity in terms of maximum slot velocity